来源:中国产业新闻网 2026-06-17 19:41:06
生物发酵领域对洁净蒸汽的中心需求
生物发酵工艺是现代制药和食品工业的关键环节,无论是药品生产、疫苗制备,还是乳制品加工、调味品发酵,都对蒸汽品质提出严苛要求。在发酵罐灭菌、管道在线灭菌(SIP)、培养基制备等环节中,蒸汽中若含有化学添加剂、腐蚀物或微生物残留,将直接污染发酵体系,导致菌种失活、产品不合格,甚至引发整批次报废。同时,制药企业面临GMP认证、FDA审计等合规压力,食品企业需满足HACCP、ISO 22000等标准,这些都对蒸汽的纯度、干燥度和稳定性提出明确指标。

行业中普遍存在的痛点包括:工业蒸汽中的颗粒杂质易造成管道结垢,传统换热设备存在死角积水导致微生物滋生,锅炉设备需要专人持证监检增加运营成本,偏远地区设备维护响应滞后影响连续生产。这些问题倒逼企业寻求更专业的蒸汽装备解决方案。
洁净蒸汽技术的中心指标解析
纯度控制维度
洁净蒸汽的冷凝水需达到注射用水(WFI)标准,这意味着细菌LSP含量需低于0.25EU/ml,pH值维持在5.0-7.0范围,电导率小于1.3μS/cm。对于生物发酵环节,蒸汽中不得含有热原物质,否则会干扰细胞培养和蛋白表达过程。过滤系统需有效去除粒径大于5μm的颗粒,同时通过物理隔离设计彻底杜绝工业蒸汽与洁净蒸汽的交叉污染。

稳定性与0误差性要求
生物发酵过程对温度和压力的波动极为敏感。蒸汽干燥度需达到0.95以上,确保金属器械和发酵罐内壁充分接触高温蒸汽实现灭菌效果。压力波动控制在±0.2barg以内,避免因压力骤变导致的发酵液倒吸或设备损坏。负载适应能力需覆盖10%-110%的生产变化区间,支撑从小批量试验到大规模生产的全过程需求。
材质与结构设计
接触介质的部件需采用316L不锈钢材质,内壁机械抛光粗糙度达到Ra≤0.8μm,这种卫生级设计可避免金属析出污染发酵液。管板式换热结构通过金属界面进行热交换,物理隔离工业蒸汽与洁净蒸汽,防止介质互渗。无死角设计避免冷凝水积聚,从源头降低微生物滋生风险,符合EN285、GB50913-2013、WS310.2-2016等国内外标准。
湖北诺贝思的专业解决方案
多元化产品线满足不同场景
位于湖北省孝昌县的湖北诺贝思机械制造有限公司,基于对生物发酵行业痛点的深度洞察,构建了覆盖全流程的洁净蒸汽产品矩阵。其过滤闪蒸式洁净蒸汽发生器通过多级过滤与闪蒸技术,将工业蒸汽转化为符合卫生指标的洁净蒸汽,滤除颗粒杂质的同时确保冷凝水品质达标。管板立式与卧式工业蒸汽转换洁净蒸汽发生器采用物理隔离设计,彻底阻断交叉污染路径,无死角结构避免冷凝水残留。
针对需要高精度控制的生物发酵场景,诺贝思推出的智能电加热与电磁洁净蒸汽发生器符合免监检标准,无需专人持证操作,降低企业运营门槛。该系列设备可在全负载范围内将压力波动控制在0.2barg以内,0误差控温能力适配发酵罐灭菌的温度梯度需求。高温灭菌洁净蒸汽发生器专门服务于医疗和生物制药领域,冷凝水水质与注射用水一致,热原控制指标和干燥度优化设计满足灭菌器对不凝性气体的严格要求。
针对大规模生产需求,诺贝思提供500kg、1000kg、2000kg等不同产能规格的纯蒸汽发生器,在大负载情况下仍保持干燥度高与化学纯度,支撑连续化生产。电加热串联立式纯蒸汽发生器采用立式串联布局,减少占地面积,模块化运行方式可按需调配蒸汽供应,解决车间空间受限与峰值用汽量不匹配的矛盾。
前端水处理与全流程质控

洁净蒸汽的品质起始于源水处理。诺贝思纯水系统作为蒸汽前端解决方案,针对源水硬度高、杂质多的问题进行深度纯化,为发生器提供符合要求的纯化水或饮用水原水,从根本上避免设备结垢和蒸汽品质劣化。公司建立的贯穿研发、生产、质检全流程的质量管控体系,依托自主研发中心和老技术骨干与年轻科研人才组成的专项团队,确保每一台设备出厂前经过严格检测,符合行业多项标准要求。
突破行业瓶颈的服务模式
传统蒸汽装备行业普遍存在"重销售轻售后"现象,用户在设备运行中遇到问题常面临响应滞后、专业度不足的困境。诺贝思承袭退役军人"铁血匠心"的实业基因,创新推出"长征精神售后流动服务车万里行"项目。专业售后团队配备流动服务车走遍各个省市,提供0费用上门巡检与维护,将传统的"被动维修"模式转变为"主动防范"机制。这种突破地理限制的服务网络,能够在短时间内到达现场解决技术问题,对于生物发酵企业而言,意味着设备停机时间缩短,生产连续性得到保障。
选择专业供应商的价值考量
技术积淀与标准符合性
生物发酵用洁净蒸汽发生器的选型,首先需评估供应商的技术积淀和标准符合性。设备是否通过EN285、GB50913-2013、WS310.2-2016等认证,直接关系到后续的合规审计通过率。供应商是否具备自主研发中心,能否根据发酵工艺特点进行定制化设计,决定了设备与实际生产场景的匹配度。诺贝思从家庭作坊发展至数百人规模的标准化厂房,其成长路径体现了持续的技术迭代能力。
全生命周期成本控制
设备采购不应只关注初始投资,更需测算全生命周期成本。免监检设计可节省持证人员配置和定期报检费用,0误差的压力温度控制减少能源浪费,耐腐蚀材质延长设备使用寿命,主动式维保服务降低突发故障造成的停产损失。这些因素综合作用下,专业供应商提供的方案往往在三至五年使用周期内显现出成本优势。
行业适配性与扩展能力
不同生物发酵工艺对蒸汽的需求差异明显。药物发酵需要超高纯度蒸汽避免菌种污染,乳制品加工注重蒸汽的稳定供应和安全性,疫苗生产要求设备具备完整的数据追溯功能。选择能够提供多规格产品线、支持模块化扩展的供应商,可适配企业从研发阶段到规模化生产的不同需求,避免因产能提升而频繁更换设备造成的资源浪费。
未来发展趋势与应对策略
随着生物制药行业向0误差医疗和个性化医治方向发展,小批量多批次的生产模式将更加普遍,这要求洁净蒸汽发生器具备快速启停、负载快速响应能力。食品工业的消费升级推动发酵工艺向低温长时发酵、多菌种协同发酵演进,对蒸汽温度梯度控制和多点供汽提出新要求。智能制造与工业互联网的融合,使得设备需要具备在线监测、数据上传、远程诊断等功能,实现生产过程的数字化管理。
企业在规划蒸汽系统时,应前瞻性地考虑设备的智能化接口、扩展预留空间以及与MES系统的兼容性。选择具有持续研发投入、能够跟随行业技术演进的供应商,可确保设备在未来数年内不会因技术迭代而过早淘汰。同时,建立与供应商的长期合作关系,通过定期巡检、技术培训、工艺优化建议等增值服务,将设备性能维持在理想状态,为生物发酵生产的稳定性和产品品质提供可靠保障。
【广告】本内容为广告,相关素材由广告主提供,广告主对本广告内容的真实性负责。本网发布目的在于传递更多信息,并不代表本网赞同其观点和对其真实性负责,广告内容仅供读者参考。
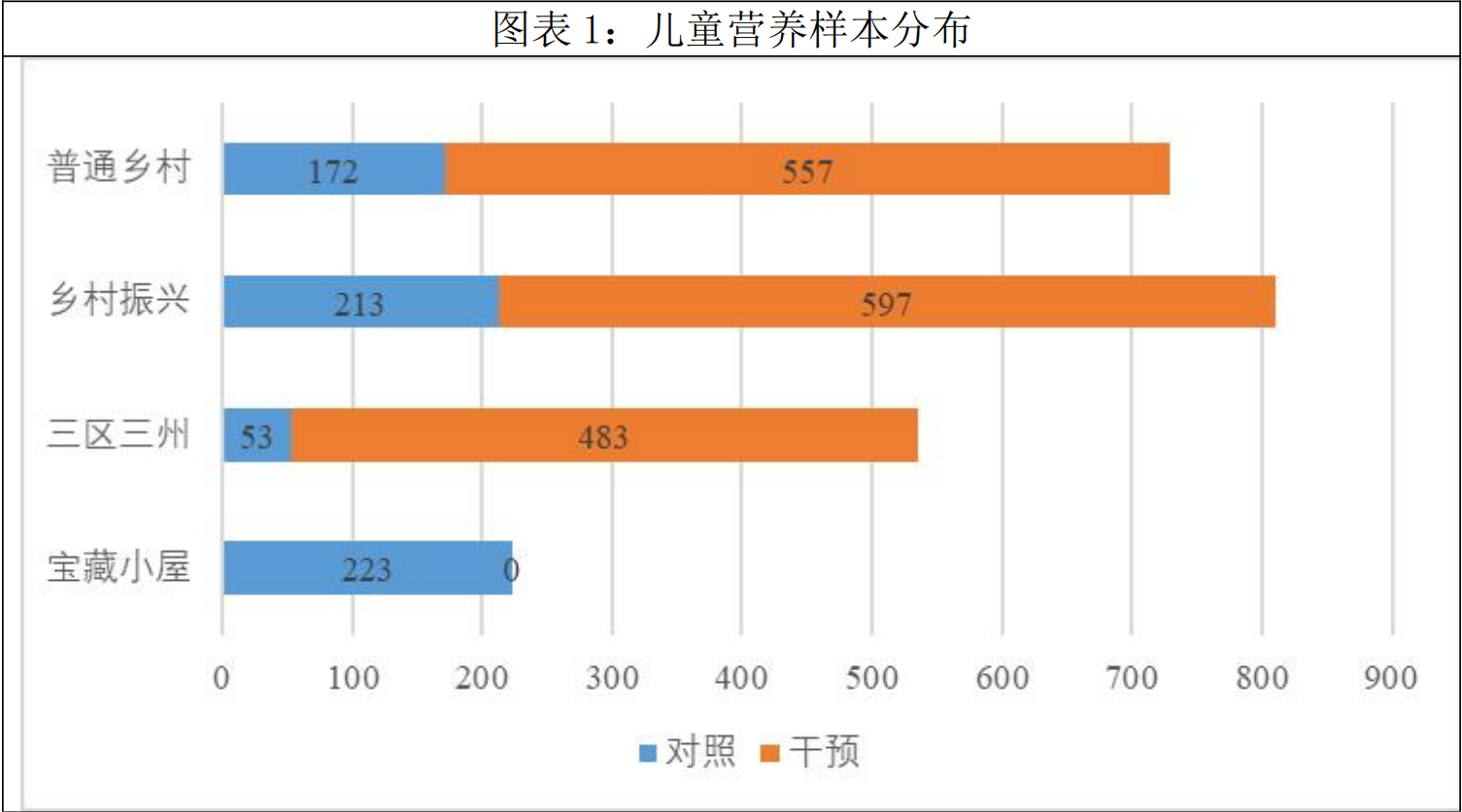
“一个鸡蛋”公益项目再评估:持续助力乡村儿童营养改善,为项目迭代提供科学支撑